Här kan ni kolla lite vad som kan göras och vad som blivit gjort i min verkstad.
Det är inte alltid som jag har tid att ta ĺt mig jobb,utan ni fĺr frĺga sĺ fĺr vi se
hur det ser ut med tiden. Debitering av löpande verkstadsarbeten, 490 Kronor kr.
Glasblästring utföres pĺ ej oljiga motordelar som cylindrar,topplock motorblock mm Pris frĺn 100 kronor och uppĺt.bara ett förbränningsrum kan kosta ca 40 kr.
Svarvning av förbränningsrum pĺ en tvĺtaktare ca 500 kr.
Tillverkning av ett förbränningsrum, montering och svarvning frĺn 1200 kr.
Planfräsning av topplock frĺn 495 kr beroende pĺ storlek och uppspänningstid.
Planfräsning av cylindrar i svarven frĺn ca 425 kronor och uppĺt beroende pĺ modell och uppspänningstid.
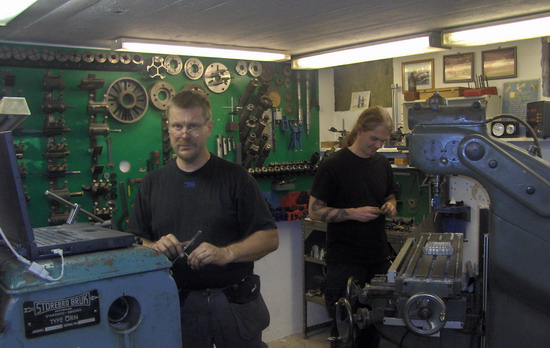
Sĺ här kan det se ut när du kommer till den här verkstan.
Roffe och Janne som jobbar med nĺgon motordel fastspänd i fräsen eller svarven
som ska bli nĺgot som ska hamna i en racermotor..
Maskinhörnan med mina kära Abenefräsar och Storebrosvarven.
Pĺ bilden närmast sĺ kan ni se en del konverktyg och annat smĺtt o gott
som jag använder när jag bygger expantionare och annat som ska fixas...


Billetfräsning frĺn en aluminiumklump till ett färdig vevhus skräddarsytt till.
att passa ett annat motorblock där vevhuset är bortfräst.
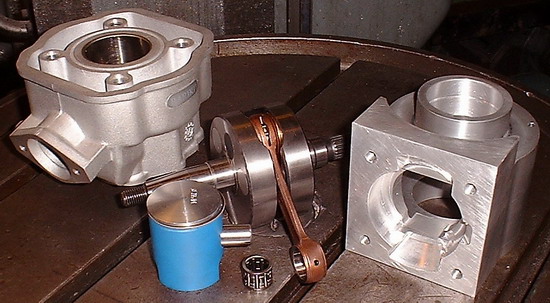
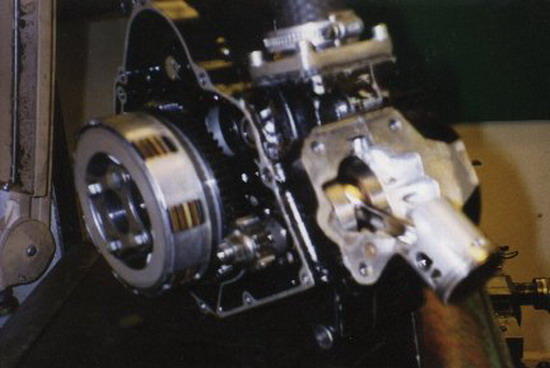
Här är nĺgra bilder frĺn ett av mina motorprojekt som jag har gjort i min verkstad.
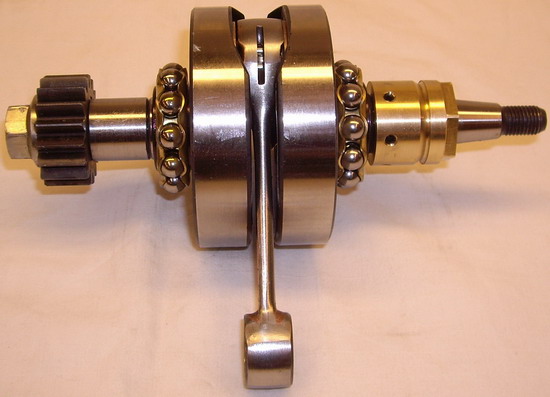
Ombyggt vevhus för att passa en Minarell vevaxel pĺ 39 mm i slag.
Pĺ vevaxeln sitter en special slismutter samt specialframtaget primärdrev
för att passa i övergĺngen mellan Minarelli och Hondadrev. Cylindern är en Special VRM Derbicylinder som är kraftigt förändrad. Allt är specialtillverkat bara för en uppgift. Att vara snabbast!

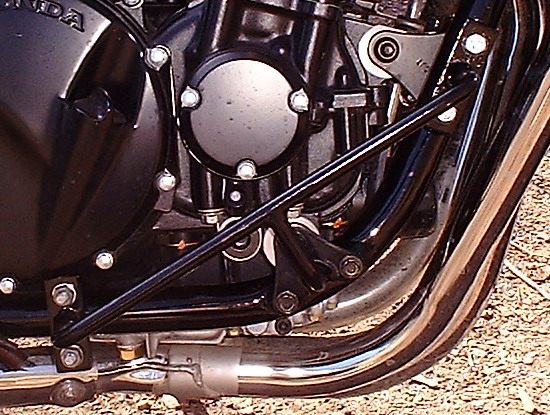
Specialtillverkning av kraschbĺgar för styren,motorblock och ljuddämpare
Jag skräddarsyr skydden till alla möjliga modeller efter kundens behov och önskan.




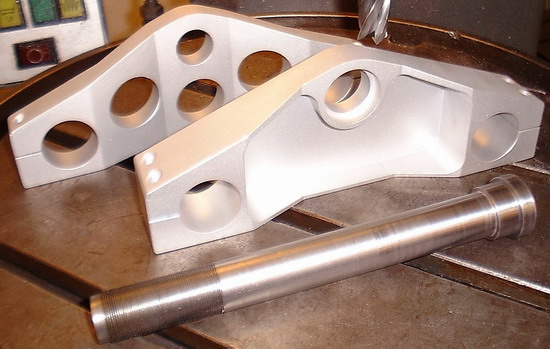
Gaffelkronor och styrpinne tillverkade för en NSR gaffel.
Ibland blir det inte riktigt som man hoppas och dĺ är det tur att det finns reservplaner.
Gjutningen pĺ den här cylindern blev inget vidare med dĺlig centrering.
Upp med cyllen i en vridbar vinkelhylla för rätt stosvinkel.
Sen anpassar jag rörvinklar sĺ att flödet blir sĺ idealiskt som det bara gĺr.
I mitten av 90 talet när konkurrensen i mopperacingen började bli riktigt hĺrd,
fick man leta efter lite andra lösningar änd orginaltrim för att ligga pĺ topp.
Vi var ju tvugna att köra med luftkylda cylindrar sĺ när man kollat runt lite föll
blicken pĺ en KTM-80 cylinder.
Efter mycket svetsande och fräsning sĺ blev det en motor med vevhusinsug,
specialtopp och strokad vev till 44 mm. Motorn finns kvar sĺ den kan kanske dammas av vid ett lämplig tillfälle.

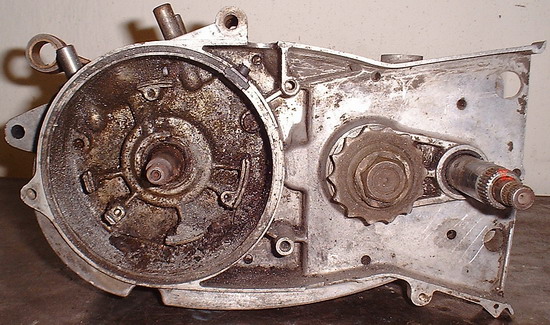
Här dök den gamla trotjänaren upp för renovering...
Skicka aldrig en skitig motor till mig för det vill jag inte ha tack!
Den här motorn blev en trevlig bruksmotor med en MiniTherm 45mm cylinder..:=)


Den här motorn frĺn Tatran hade trasiga och ocentrerade pinnbultshĺl.
Sĺ därför var det nödvändigt med en totalreparation i det här fallet...
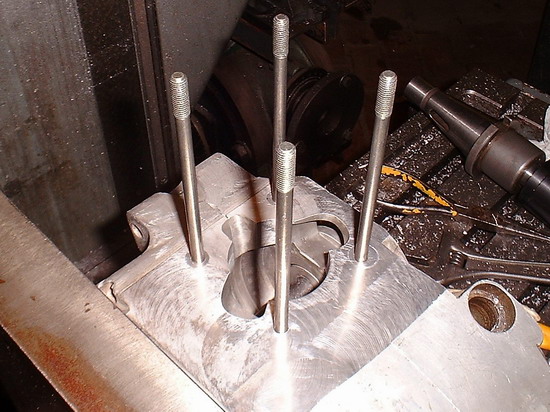
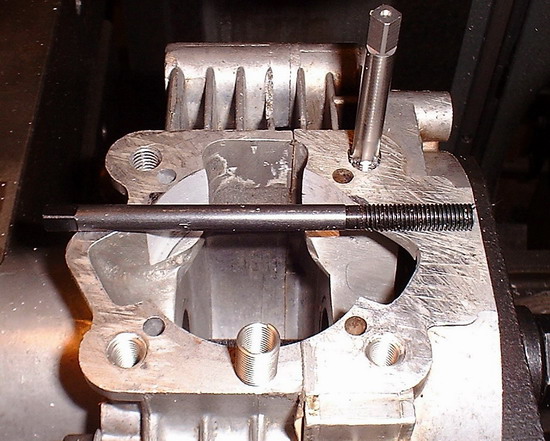
Den här Kreidler racemotorn hade slitna gängor i pinnbultshĺlen.
sĺ därför räcker det med att stoppa i Helicoilgängor istället.
Fortfarande ganska omfattattande jobb dĺ blocket ska sättas upp rätt
i fräsmaskinen för perfekt centrering
Den här Honda crossmotorn hade trasiga gängor i tändstiftshĺlet.
Därför blev medicinen att borra och gänga dit en Helicoilgänga
Därefter rengöring och ĺtermontering.
Ett tändstift ska alltid gĺ lätt att gänga i.
Gör det inte det är det nĺgot fel och därför mĺste ni kolla varför.
Använd gärna copparpasta pĺ gängorna sĺ gĺr det lättare nästa gĺng.

Den här Yamamotorn rĺkade ut för att växelföraraxen blev krokig vid ett haveri.
Det resulterade i att infästningen i blocket sprack sönder med ett hĺl
i motorblocket som resultat
Jag tillverkade en ny infästning,ny växelaxel och sĺ vitt jag vet
sĺ funkar det perfekt fortfarande.
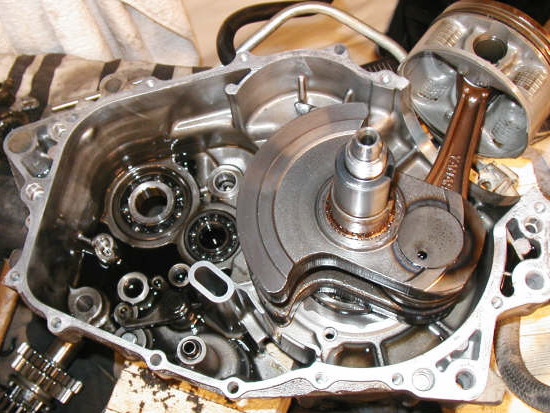


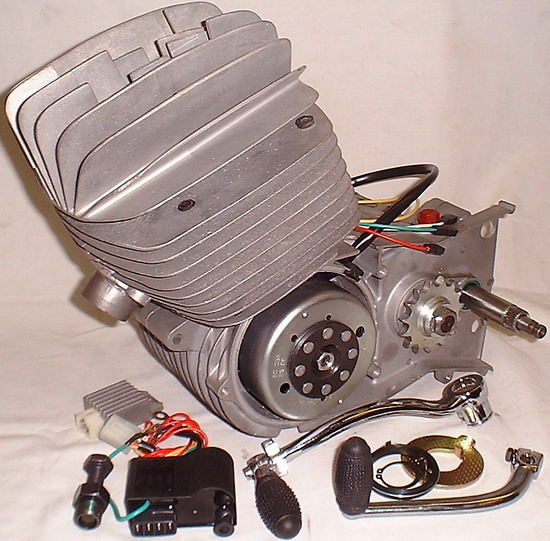
Här väcker vi nytt liv i nästan vad som helst! Gamla trotjänare som
fĺr en kärleksfull omvĺrdnad för nya glada mil..:=)


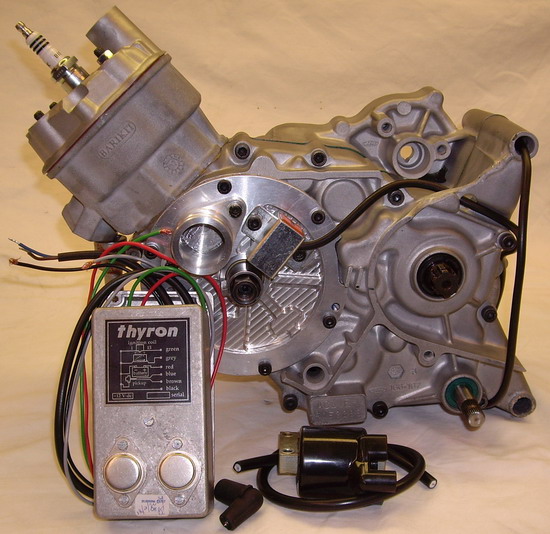
Minarellimotorn är ett tacksamt objekt för avancerad trimmning och används
därför ganska flitigt bland Classic Racingĺkarna i 50cc klassen.
Den här motorn byggs för att vara med i ĺrets racing.
Här är nĺgra bilder frĺn en renovering av en KS-125a som har legat i vatten och stĺtt ute i 20 ĺr.....
Frĺn en sophög till en pärla.
Notera slitaget av motordrevet..
Den här stackarn har inte haft ett lätt liv..
Mycket jobb blev det innan det var färdigt.

Mĺnga cylindrar lider av skevhet,läckage samt sneda ytor.
Pĺ den här bilden visar jag hur det ser ut när jag först indikerarläget pĺ
cylindern för att sen svarva ytan rak och plan.
Vid dom här jobben använder jag expanderhylsor för att hĺlla fast cylindern.
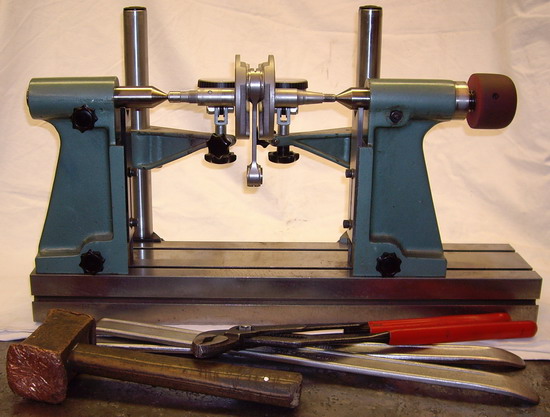
Vi renoverar och riktar upp vevpartier med dom bästa verktygen och vevstakar som finns
Vi fräser och borrar alla typer av drev,bultcirklar,lätthĺl mm efter kundens önskemĺl.

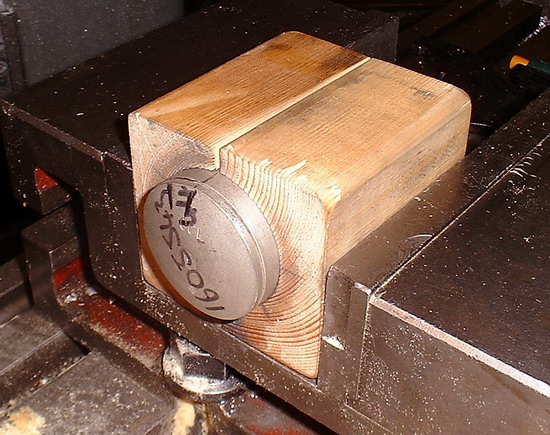
Specialtilverkad fixtur för att hĺlla i en kolv utan att skada den när du jobbar med den.
Det kan gälla allt frĺn flyttning av kolvringslĺsning eller upptagning av porthĺl
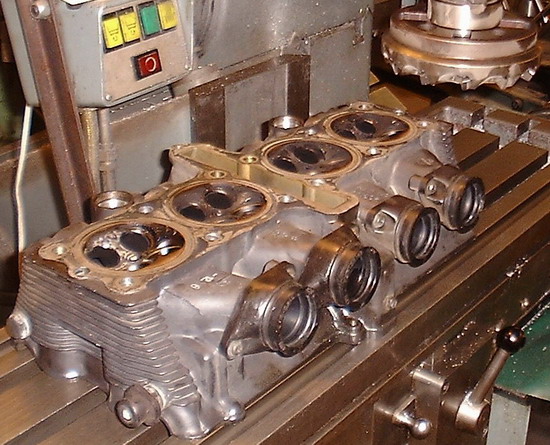
Planfräsning av större topplock gör vi oxĺ pĺ vĺran Abene.
Här är det ett Suzuki GSX1100R som fĺr en behandling
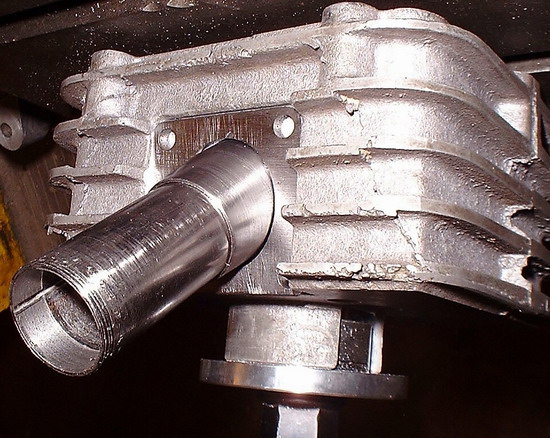
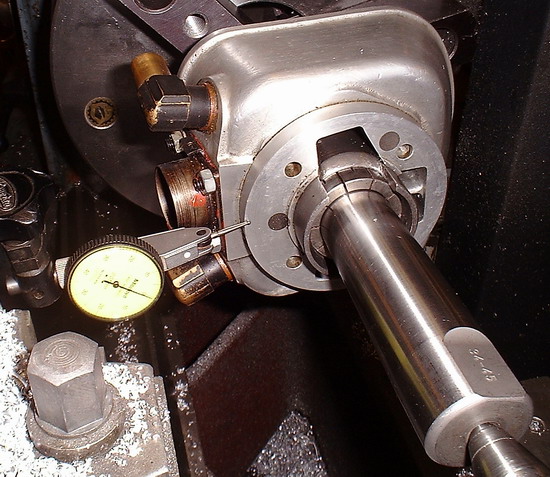
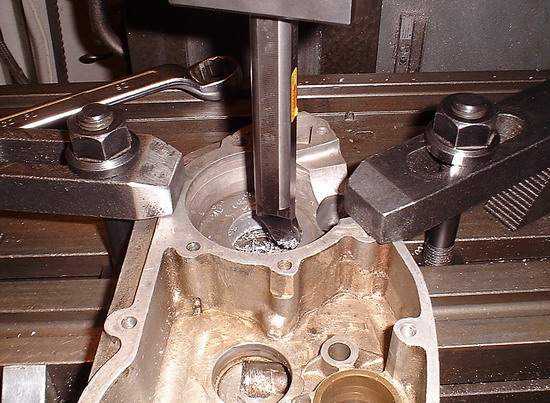
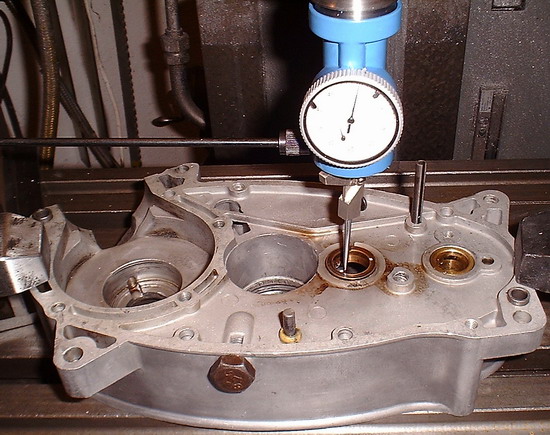
Vid specialbyggen med vevaxelbyten och lagerändring,
sĺ spänner jag upp motorblocket i fräsen stenhĺrt sĺ inga olyckor sker..
Därefter centrerar läget med en indikator för rätt läge.
Jag använder alltid ett ursvarvningshuvud med möjligheter
att svarva med en precission av 1/100 del vid sĺdana här jobb.
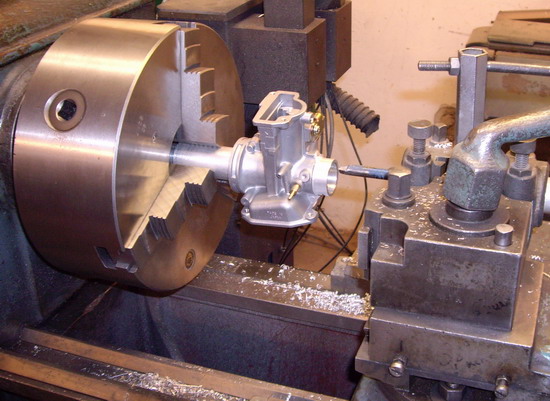
En del förgasare har inte centrerad anslutning eller kanske lite för stor stos.
Eller om man vill ha en kortare anslutning,Det finns lösningar pĺ det mesta bara
kunden förstĺr att det kostar extra..
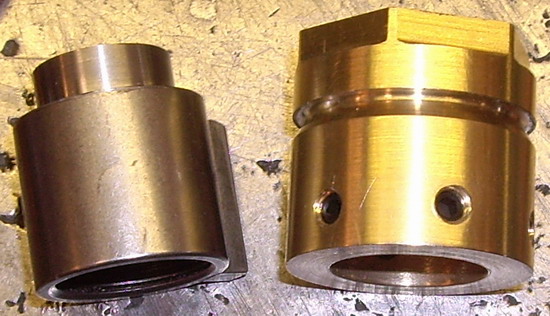
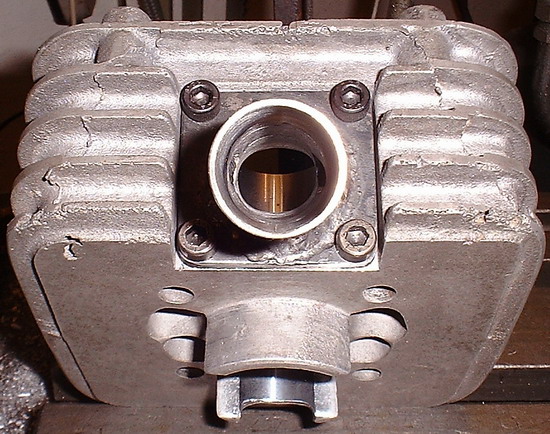
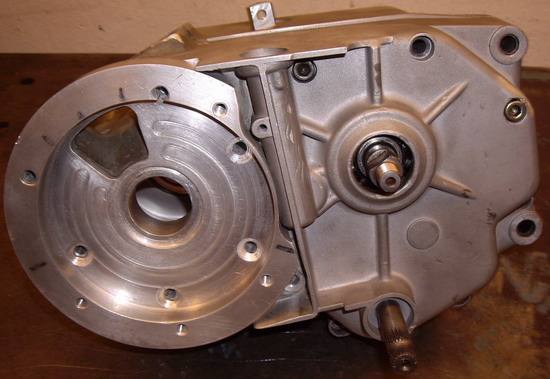
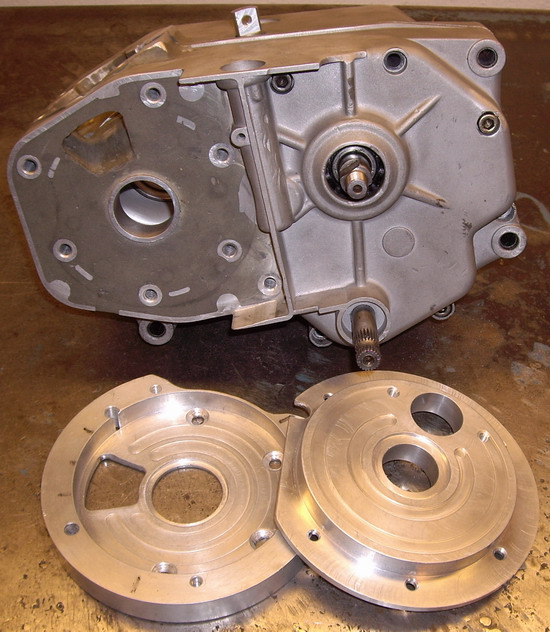
Tidens tand,felaktiga oljor och förmĺnga ivriga pĺllar brukar göra sĺ att det här glidlagret gĺr ner sig. Vad man dĺ gör är att man arborrar upp lagerläget för rullagersatsen som är standard i den femväxlade motorn. Om ni vill och kan, sĺ köper ni ett lager och sätter dit det.
Om ni inte kan det men ändĺ vill ha ett sĺnt sĺ kan jag ombesörja det ĺt er.

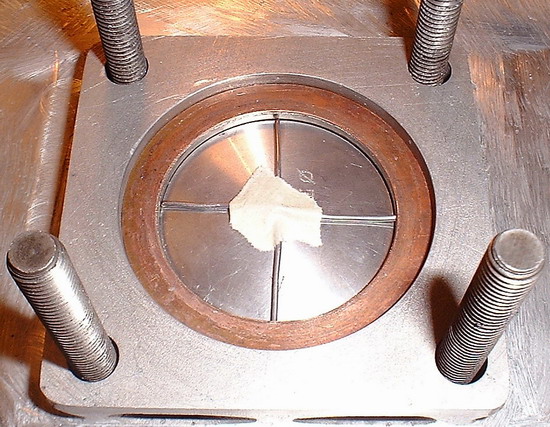
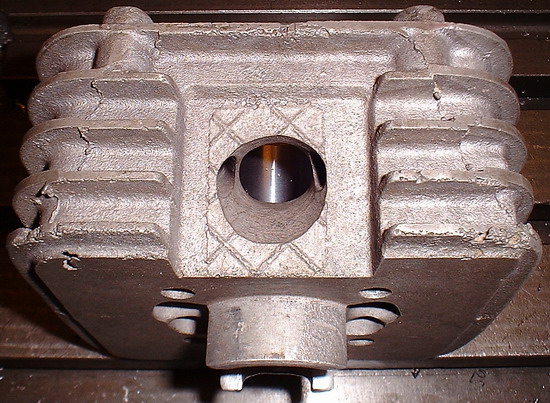
Det finns en del skevrötter som visar och säger att man ska stoppa in en bit lödtenn genom tändstiftshĺlet för att fĺ reda pĺ vilket klämspaltsavstĺnd ditt förbränningsrum har...
Glöm det...Om du nu stoppar i en bit tenn och vrider runt..
Hur bra koll tror du du har när kolven kantrar i cylinderröret?
Bra? Näää...knappast....
Hur tror du kolvbultslager och annat som tvingas i konstiga vinklar mĺr, bara för att du inte fĺtt lära dig hur du ska göra rätt??
Sĺ här ska du göra:
Använd 1mm lödtenn Gör tvĺ bitar av den diameter som cylinderhĺlet har.
Sen korsar du dom tvĺ frĺn frĺn klockan 12 till 6 och frĺn 9 till klockan tre sĺ att trycket fördelas symetriskt över kolvbulten och frĺn fram till baksidan.
Skruva dit topplocket med rätt moment. Vrid sedan runt motorn tvĺ varv.
Ta den topplocket och mät alla fyra mätpunkterna sĺ att du ser att det drar lika.
Sĺ ska det se ut och inget annat..
Verkstadschefen!!